
随着客户对钣金产品防腐要求的不断提升,镀锌板与镀铝锌板因优异的防腐性能已逐步成为主流选材。但在实际生产中,不少企业会遇到这类板材面板储能焊接螺柱时 “焊接不牢固” 的难题,严重影响产品质量与生产效率。本文将从核心原因、关键影响因素、标准化操作流程及特殊场景处理方案等方面,提供全面解决方案。
镀锌 / 镀铝锌板螺柱焊接失效的本质的是:板材表面的锌层(或铝锌合金层)阻碍了螺柱母材与工件母材的有效融合。锌的熔点(约 419℃)远低于钢铁(约 1538℃),焊接时锌层会快速熔化、蒸发,若无法及时清除,会在焊缝处形成气孔、夹渣等缺陷,导致螺柱与工件无法形成冶金结合,出现虚焊、脱落问题。
想要焊接牢固,核心关键是:通过焊接过程的飞溅作用,彻底除去焊接区域的表面锌层,让螺柱母材与工件母材直接接触并充分融合。
焊接质量的稳定性受多重因素制约,除设备硬件故障外,需重点关注以下 3 点:
板材与螺柱本身:
镀锌板锌层厚度:锌层过厚会增加除锌难度,易导致焊接能量不足、融合不充分;
螺柱质量:尺寸需标准一致,表面需镀铜(提升导电性与引弧稳定性),钉头略带锥度(便于引弧时形成集中热源,促进锌层飞溅与母材融化)。
焊接操作规范:
接地处理:必须将两根接地夹钳牢牢压紧工件,避免因接触不良导致电流不稳定,影响焊接能量输出;
枪头姿态:枪头需与工件保持 90° 垂直,确保焊接压力均匀、热量集中;
预压力控制:枪头需设置合适的下压距离,保证螺柱与工件接触紧密,为引弧和融合提供基础。
焊接参数设置:镀锌板的锌层会消耗部分焊接能量,因此参数需区别于普通钢板:
以焊接 M5 螺柱为例,电压需比普通钢板提高 20%-30%(实际生产中可根据焊接后螺柱牢固度、工件背面状态灵活微调);
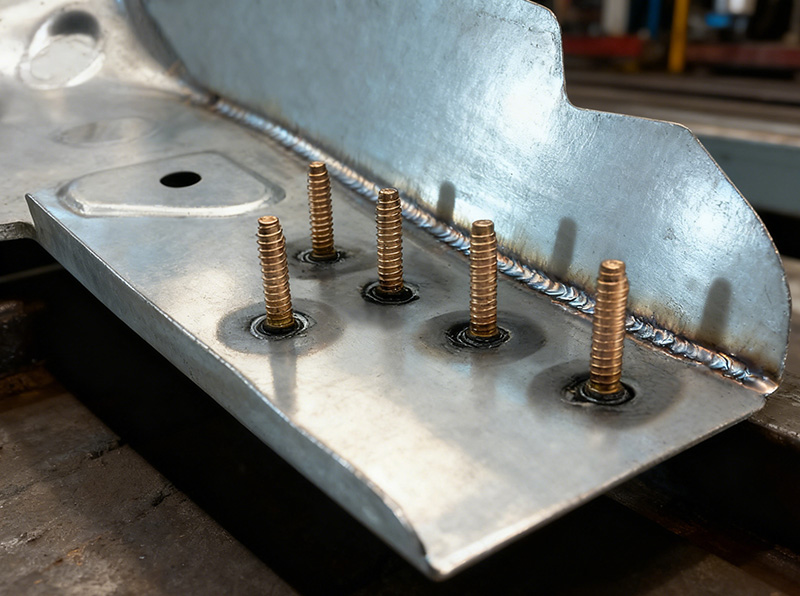
合格标准:破坏测试时螺柱弯曲但不脱落,工件背面无明显痕迹,焊后无需额外打磨处理。
当遇到特种厚度镀锌 / 镀铝锌板或混合材质板材时,仅靠调整参数可能无法彻底清除锌层,此时需采用 “物理除锌 + 焊接” 的组合方案:
打磨处理:用角磨机或砂纸打磨焊接区域,去除表面锌层,露出母材后再进行螺柱焊接;
铣削处理:对于厚度较大、要求高精度的工件,可通过铣削工艺精准去除焊接部位的锌层,保证焊接面平整、母材暴露充分;
激光除锌:利用激光的高能量快速汽化锌层,具有效率高、热影响区小、无机械损伤等优势,适用于对表面质量要求严格的高端产品。
通过以上针对性措施,可有效解决镀锌 / 镀铝锌板螺柱焊接不牢固的问题,兼顾焊接强度与工件外观,满足防腐板材的生产加工需求。

扫一扫
扫一扫
 19337961673
19337961673
 豫公网安备 41030502000440号
豫公网安备 41030502000440号